


技术支持

大型双法兰铜瓦离心铸造技术工艺
- 分类:技术支持
- 作者:山东正祥工矿
- 来源:
- 发布时间:2020-09-01
- 访问量:688
【概要描述】山东正祥工矿设备股份有限公司离心铸造大型铜套,铜套材质涵盖了锡青铜、铝青铜、铅青铜、高力黄铜等铜基合金材质,欢迎来图定制生产。
大型双法兰铜瓦离心铸造技术工艺
【概要描述】山东正祥工矿设备股份有限公司离心铸造大型铜套,铜套材质涵盖了锡青铜、铝青铜、铅青铜、高力黄铜等铜基合金材质,欢迎来图定制生产。
- 分类:技术支持
- 作者:山东正祥工矿
- 来源:
- 发布时间:2020-09-01
- 访问量:688
离心铸造在铸造行业中广泛运用,分为悬臂式离心机、立式离心机、托辊离心机等,适于生产直套类和单法兰套(瓦)类,生产铸造双法兰瓦类产品包括法兰台阶尺寸较大的产品难度较大,合格率低,废品率高,生产效率底,产品容易出现法兰处拉裂现象,或在生产铸造过程中模具出现跑水现象,造成产品偏心严重或内孔加工量小,出现气孔、夹渣现象。
双法兰铜瓦(套)离心铸造技术分析
离心铸造双法兰铜瓦(套)类,如铸造成直套类,铸件重量增加太多在2/3以上,加工余量太大,造成成本增加。
我公司针对这种情况,由原来的铸造直套类,转变成铸造双法兰瓦(套)类,经不断研究改进工艺,解决了铸造双法兰瓦类铸造难度大的问题,也取得了较好的结果。
离心铸造双法兰铜瓦(套)的技术关键,在于铸造件收缩受阻造成拉裂现象,和离心机模具变形,在铸造过程中出现跑水、漏水造成失重损坏离心机设备,或铸件偏心铸件内孔加工量不足,加工不下来造成气孔、夹渣缺陷。
双法兰铜瓦(套)离心铸造技术改进
离心机模具分为外模和内模,离心铸造双法兰瓦类内模为两套模具合并而成。如图1:
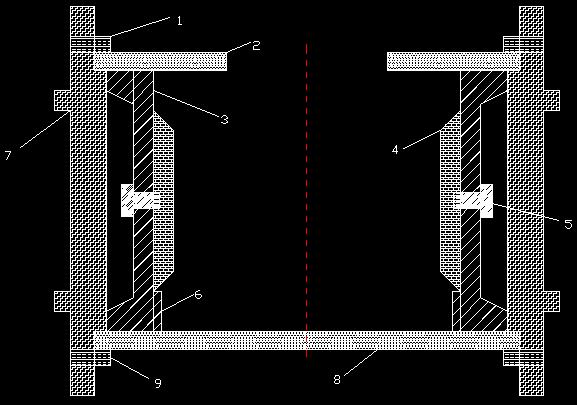
1、前档销 2、前挡板 3、内整套 4、内模 5、固定螺丝 6、固定直口 7、外模 8、后挡板 9、后档销
1.内整套模具材质选用铸钢35材质,壁厚为60mm。内模材质选用基体为铁素体的灰铸铁,壁厚为铸件壁厚的1.1倍;为了便于内模和铸件出型,起模斜度为1:100。内模必须内外两面加工,内外圆同心度起模偏差小于0.1mm,内表面粗糙度Ra为3.2µm,外表面粗糙度Ra为12.5µm。内外模装配间隙2.5mm。
2.离心铸造大型双法兰铜瓦的关键是准确计算收缩率的安全角,并使法兰与筒体的过渡角小于安全角。对于法兰与身子直径相差比较大的产品,铸件相接处容易出现拉裂现象,因此加工模具时,要车成大斜角。
3.内模模具锯开对开,铣出阴阳槽,直口在6-8mm,打磨干净,合并无缝隙,用扁铁焊接扣紧。
4.两套模具加工完成后,进行合并,在内整套模具上打眼攻丝,均分4个,内模打眼,深度在10--20mm,各占2个螺丝。内模和内整套间隙单边在1mm之内。
双法兰铜瓦(套)离心铸造技术工艺
1.模具依据铸件材质不同,预热温度不同,锡青铜材质模具预热至130--150℃。黄铜、高力黄铜、铝青铜材质,模具预热至200—250℃。
2.锡青铜5-5-5、锡青铜6-6-3,浇注温度在1030--1060℃,锡青铜10-1浇注温度在1010—1040℃。黄铜浇注温度在1000-1030℃,高力黄铜浇注温度在1020—1050℃,铝青铜浇注温度在1160—1200℃。
3.锡青铜材质模具喷涂锆英粉酒精涂料,自然冷却50--60℃,如模具温度过高,铸件会产生热眼缺陷,模具温度过低,铸件外表会产生夹渣缺陷。吊包、浇包、浇注流子刷铅粉预热,不能有潮气,如有潮气,铸件会产生气孔缺陷。黄铜、高力黄铜、铝青铜材质模具刷铅粉涂料,涂刷时要均匀,涂料不易过厚,在1—2mm为宜。
4.用悬臂离心机时,离心机外模打表找正,找出最高点,做上标记,合模具时,最高点朝上。
5.根据铸件内径尺寸及计算公式调节离心机转速。
6.在开始浇注时,为了在金属型内形成整个内层表面,遵循先快后慢的原则,开始浇注时,浇注速度要快,让浇注速度与金属凝固层的生长速度相适应,浇注过程中,铜液不能有间隔、断流,或流速过慢现象,如浇注速度过慢,铸件会产生窝渣缺陷。
7.离心铸造时,铸件的两端夹渣比较严重,所以依据产品尺寸和材质的收缩量,合理设计出模具尺寸。在提前申购模具和加工模具时,模具长度要适当加长铸件两端面容易窝渣。
8.锡青铜5-5-5、锡青铜6-6-3,黄铜、高力黄铜、铝青铜材质铸件,选用浇注流子时,选用前开口流子浇注,依据铸件长度,流子深入前挡板内1:5的比例调节。锡青铜10-1,选用缝隙式低开口流子进行浇注,缝隙的长度要占铸件长度的2/3左右。
9.浇注流子与前挡板模具内孔,单边间隔尺寸为50—100mm之间,铸件毛坯内孔与前挡板模具内孔,单边间隔尺寸≥50mm为宜。
双法兰铜瓦(套)离心铸造实例
在铸造中铝和浙江同力客户双法兰瓦时,材质为ZCuAl10Fe3,经炉前光谱检测,符合国家力学性能检测标准(GB/T1176-2013)。如图2:
|
国标成分、力学性能 |
|||||
|
元素 |
铜 Cu |
铝 Al |
铁 Fe |
|
|
|
范围% |
余量 |
8.5--11 |
2--4 |
|
|
|
力学性能 |
抗拉强度/Rm |
屈服强度/Rp0.2 |
伸长率/% |
布氏硬度/HBW |
铸造方法 |
|
490 |
180 |
13 |
100 |
S |
|
|
540 |
200 |
15 |
110 |
J |
|
|
540 |
200 |
15 |
110 |
Li、La |
|
产品图纸尺寸为φ835*40/φ690*631*770/φ835*40,产品件数为4件,成品重量为510kg,我公司采用托辊离心机铸造该铸件,外套选用φ1200mm,离心转速为780转,铸造完成后,取出铸件,经加工后,第一件铸件后法兰有裂纹缺陷,经过放大后法兰的加工量后,再次铸造铸件,铸件经加工后完好,后3件无缺陷。该次离心铸造双法兰瓦成功。
参考文献:
1.《铸造手册铸造非铁合金第3版》2011年
2.《铸造铜及铜合》GB/T1176-2013
3.《大型双法兰铜瓦离心铸造技术》中信重工铸铁分厂:孟宏超等
扫二维码用手机看
服务热线:
传真:0537—4401368
手机:13375371599
E-mail:qfzxgk@163.com
QQ:2531928993 、2621161245
旺旺:qfmkgkpjjg
地址:曲阜市西经济开发区工业一路西园七路

Copyright © 2020 山东正祥工矿设备股份有限公司 All Right Reserved 鲁ICP备19036021号-1
