


技术支持

铜套的离心铸造工艺流程
- 分类:技术支持
- 作者:山东正祥工矿
- 来源:
- 发布时间:2020-09-22
- 访问量:0
【概要描述】山东正祥工矿设备股份有限公司专业生产铜套,各种规格各种材质大型铜套,滑动轴承,轴套,轴瓦,铜螺母,铜滑板,如有需要,欢迎订做。


铜套的离心铸造工艺流程
【概要描述】山东正祥工矿设备股份有限公司专业生产铜套,各种规格各种材质大型铜套,滑动轴承,轴套,轴瓦,铜螺母,铜滑板,如有需要,欢迎订做。
- 分类:技术支持
- 作者:山东正祥工矿
- 来源:
- 发布时间:2020-09-22
- 访问量:0
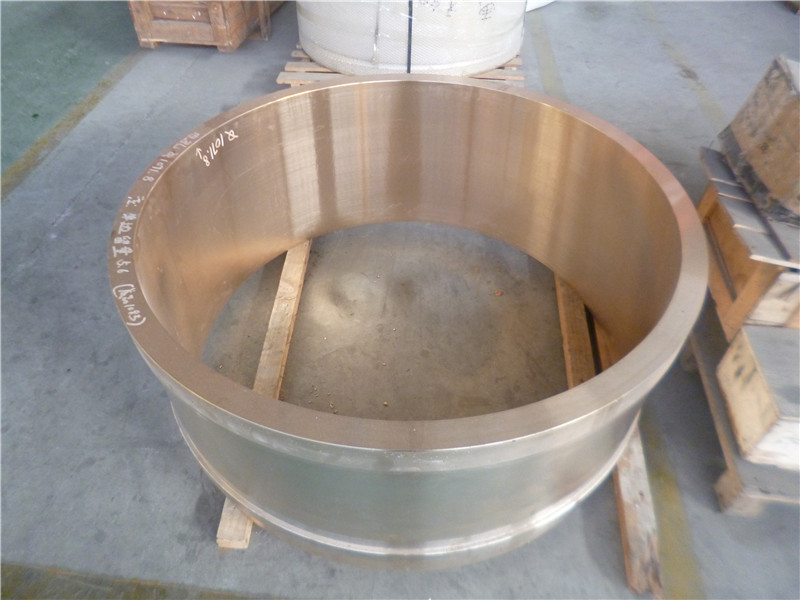
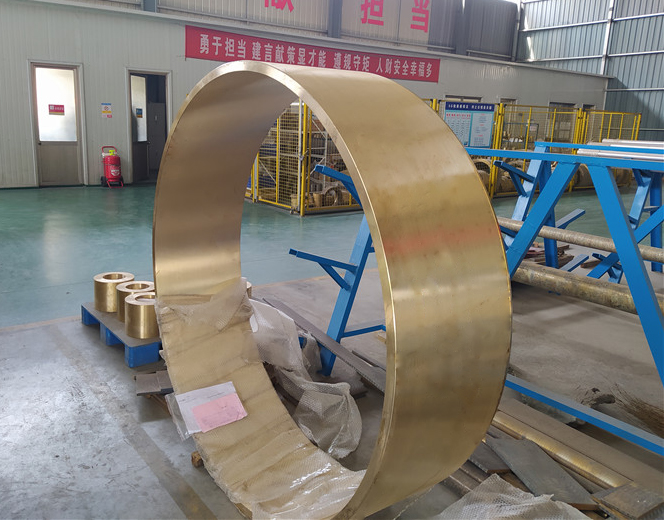
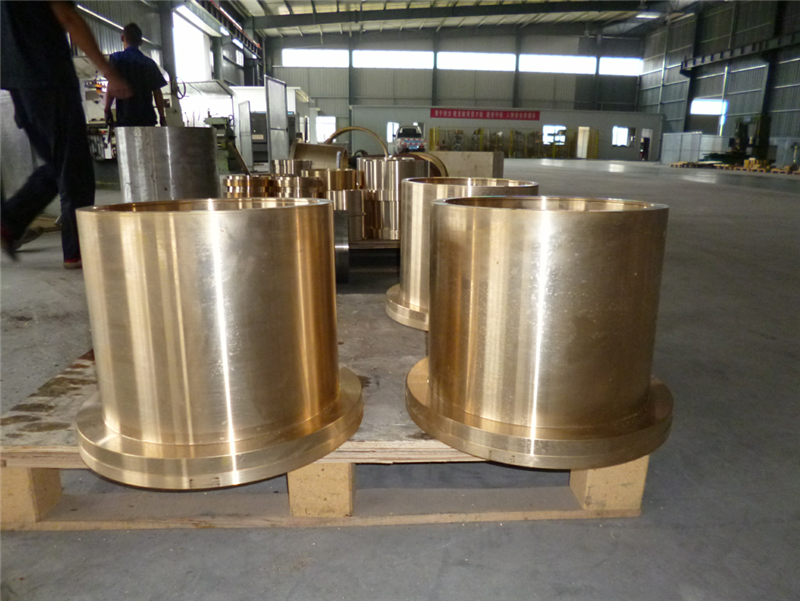
离心铸造铜套是指将铜液体浇入高速旋转的铸型离心机中,使其在离心力作用下凝固成形的铸造方法。离心铸造已广泛应用于生产管、套类铸件,如离心铸造铜套,汽缸套,无缝钢管毛坯等。
离心铸造生产中,铸型转速、浇注系统、浇注定量、渣下凝固、金属过滤、涂料使用、浇注温度、铸件脱型等是必需确定或解决的工艺问题,因为它们直接影响着铸件的质量和生产效率。
(1)铸型转速 离心铸造时的重要工艺因素,不同的铸件,不同的铸造工艺,铸件成形时的铸型转速也不同。过低的铸型转速会使立式离心铸造时金属液充型不良,卧式离心铸造时出现金属液雨淋,也会使铸件 内出现疏松、夹渣、铸件内表面凹凸不平等缺陷;
铸型转速太高,铜套上易出现裂纹、偏析等缺陷,砂型离心铸件外表面会形成胀箱等缺陷,还会使机器出现大的振动、磨损加剧、功率消耗过大。所以,铸型转速的选择原则应是在保证铸件质量的前提下,选取最小的数值。
(2)浇注系统 离心铸造时的浇注系统主要指接受金属的浇杯和与它相连的浇注槽,有时还包括铸型内的浇道。设计浇注系统时,应注意以下原则:
1)浇注长度长、直径大的铸件时,浇注系统应使金属液能较快地均匀铺在铸型的内表面上;
2)浇注易氧化金属液或采用离心砂型时,浇注槽应使金属液能平衡地充填铸型,尽可能减少金属液的飞溅,减少对砂型的冲刷;
3)浇注成形铸件时,铸型内的浇道应能使金属液顺利入型腔;
4)浇注终了后,浇杯和浇注槽内应不留金属和熔渣。如有残留金属和熔渣,也应易于清除。
(3)浇注定量 离心铸件内径常由浇注金属液的数量决定,帮在离心浇注时,必须控制入型内的金属液量,以保证内径大小。
(4)熔渣的利用 为克服厚壁衬套离心铸件双向凝固所引起的皮下缩孔缺陷,可在浇注时把造渣剂与金属液一起浇入型内,熔渣覆盖在铸件内表面上,阻止内表面的散热,创建由外向里的顺序凝固条件,消除皮下缩孔。同时,造渣剂还可起精炼金属液的作用。
浇注造渣剂的方法是:浇注时在浇注槽中撒粉状造渣剂;把熔融的渣滓与金属液一起浇入型内。
(5)金属液的过滤 有些合金液中有较多难于除去的渣滓,可在浇注系统中放各种过滤网清除渣子,如泡沫陶瓷过滤网、玻璃丝过滤网等。
(6)涂料的使用 离心金属型用涂料的组成与重力金属型铸造相似。浇注细长离心铸件时,由于清除铸型工作面上的残留涂料较为困难,故涂料组成中粘结剂在高温工作后的残留强度应尽量低,以便于清除。
(7)浇注温度 离心铸件大多为管状、套状、环状件,金属液充型时遇到的阻力较小,又有离心压力或离心力加强金属液的充型能力,故离心铸造时的浇注温度可较重力浇注时低5~10°C。
(8)铸件脱型 为了提高生产效率,在保证质量的前提下,应尽早进行铸件的脱型。有时为了防止铸件的开裂,脱型后的铸件应立即放入保温炉或埋入砂堆中降温。对一些不易脱型又需缓冷防裂的铸件,则可在铸型停止转动后立刻把有铸件的铸型从离心铸造机上取下,埋入砂堆中缓慢冷却,至室温时在行脱型
山东正祥工矿铸造生产铜套,各种规格各种材质大型铜套、滑动轴承、轴套、轴瓦、铜螺母、铜滑板;提供离心铸造、精密铸造与砂型铸造,可满足各种不同客户的要求,欢迎订做。
扫二维码用手机看
服务热线:
传真:0537—4401368
手机:13375371599
E-mail:qfzxgk@163.com
QQ:2531928993 、2621161245
旺旺:qfmkgkpjjg
地址:曲阜市西经济开发区工业一路西园七路

Copyright © 2020 山东正祥工矿设备股份有限公司 All Right Reserved 鲁ICP备19036021号-1
